By Richard Asmus Updated Mar 24, 2022
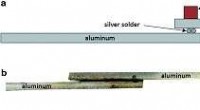
While welding is typically the strongest method for joining stainless steel, silver soldering offers a convenient alternative, especially when connecting stainless to itself or to copper and brass. The joint strength is limited by the silver solder’s properties. Any silver solder can be used, but an acid‑based flux designed for nickel or stainless steel is essential. The main challenge is heating the steel adequately without overheating, which can produce surface oxides that compromise the finish.
Begin by cleaning the mating surfaces with a solvent and wire brush to eliminate grease, corrosion, and debris.
Apply a generous layer of the appropriate flux to the stainless steel. When joining copper or brass, pre‑tin the contact area by heating and coating it with a thin layer of solder.
Secure the components with wire or clamps, ensuring a flush fit; silver solder will not compensate for gaps.
Use a torch to heat the joint until the solder liquefies upon contact with the heated metal. If the solder does not melt, continue heating the metal but never apply direct flame to the solder itself.
Once enough solder has melted into the joint, remove the torch. A small, neat bead is sufficient—excess solder can create an unsightly appearance.
Let the assembly cool naturally before handling or cleaning. Immersing it in water accelerates cooling.
The joint’s strength depends on the silver solder’s silver content; higher silver gives stronger bonds but requires more heat. Clean the finished joint with emery paper and solvent to remove scale.
Do not use silver solder for electrical connections to stainless steel; the acid flux can corrode the joint over time. Instead, use bolted or plated connections. Keep a safe distance from flammable materials; stainless steel heats to a very high temperature without glowing.